
Micro enterprise owners and those planning to start their own manufacturing businesses need to have a better idea of how their processing area has to be arranged. Without basic knowledge of facility lay-outing, most proprietors will be confronted later with cramming and crisscrossing of work flows which may later cause inefficiency in operations.
This article is primarily aimed to give a general knowledge on the different layouts applicable to manufacturing establishments and to service companies. This article will provide appreciation on how these layouts are designed using accepted and proven methods mentioned by different sources. This can be useful to investors who wants to do the designing of their process area by their own. Likewise, MSME consultants can make use of the information discussed herewith.
Facility layout is the physical arrangement of production facilities. It is the configuration of departments, work centers and equipment in the conversion process. It is a floor plan of the physical facilities, which are used in production.
The basic objective of the layout decision is to ensure a smooth flow of work, material, people, and information through the system. We refer facility layout to cover production plant and service enterprise for simpler understanding unless otherwise specified.
This article will discuss plant and facility layout including the following:
- Facility layout principles and objectives
- Different types of facility layout
- A case study of Bank of America to justify the claim of that layout affects quality and competitiveness.
Objectives of Facility Design
The design of facility is driven by several reasons, these are the following:


- Streamline the flow of materials through the facility. Delivering the output on the least possible time will save both time and effort which will improve cost performance and efficiency.
- Facilitate the manufacturing process. In continuous production a better layout without overlapping and crisscrossing flows is required. The arrangement dictates the flow of any process.
- Maintain high turnover of in-process inventory. Well-designed facility resolves bottlenecks in the process. The layout facilitates improvement of operation by including solutions to processes that may cause high in-process inventories.
- Minimize materials handling and cost. Streamlining the process, high-turnover of in-process inventory, and a un-impeded flow will absolutely minimize material movement which in turn reduce material handling and maximize production output that would result in cost efficiency.
- Effective utilization of men, equipment and space. With proper facility design the use every resource in the process is maximized. People with less work can handle several stations by grouping tasks. General purpose equipment can be used in several process steps if properly designed.
- Make effective utilization of cubic space. A good design also maximize space by using not only the floor area but the vertical space such as above the floor, above an equipment, etc.
- Flexibility of manufacturing operations and arrangements. The design should provide flexibility for possible changes. This is one of the reasons why most facility has no fixed partitions. Equipment can be moved easily to adopt to design changes with less cost.
- Provide for employee convenience, safety and comfort. The facility should integrate personnel support such as mess hall, comfort rooms, and other amenities. Manpower is one critical resource so personal needs must be provided.
- Minimize investment in equipment. As mentioned earlier better design maximize general use equipment thereby reducing further investment on specialized equipment.
- Minimize overall production time. Better designed facility limits production cycle time as explained above.
- Facilitate the organizational structure. Grouping task together in one unit ease up the management process, this is one task the facility layout must consider.
The above objectives dictates the principles that are considered in the design of facility, in all cases these guiding principles are the basis in determining the best design. These principles are self-explanatory that discussions are similar or related to the objectives. The principles are enumerated below:
- Principle of integration: integrates men, materials, machines and supporting services, etc. to get the optimum utilization of resources and maximum effectiveness.
- Principle of minimum distance: -minimum travel (or movement) of man and materials.
- Principle of cubic space utilization: -utilize both horizontal and vertical space.
- Principle of flow: - materials to move in forward direction towards the completion stage
- Principle of maximum flexibility: can be altered without much cost and time
- Principle of safety, security and satisfaction: gives due consideration to workers safety and satisfaction and safeguards the plant and machinery against fire, theft, etc.
- Principle of minimum handling: reduces the material handling to the minimum.
The Bank of America Case Study
One of the common cases where a company derived several benefits out of their decisions to adopt technology in relation to improved facility layout and design is the Bank of America. Gonchar (2008) and Russel and Taylor (2011) published reports on the subject. Presented below are some of the key points or findings of the study:
- The company added investment on green design amounting to USD 65M in the construction of The Bank of America Tower with 55-Story 2.2M sq-foot tower in New York City
- The following are the benefits they derived as a result:
- With harnessing rain water by collecting it and storing in tanks feed to toilets, A/C, & irrigate plants – 10.3M gallons/year is saved
- With harnessing light using “low iron” glass instead of conventional glass – 25% reduction in electricity for lighting
- Use of space below raised floors to pump cool air used in air conditioning.
- They installed their own power generators using natural gas and wind turbines supplying 4/5 or 80% of the building’s power requirement.
- During non-peak periods the tower produces ice used in A/C – reduce 50% of power in summer
- It became a symbol of environmental awareness in facility design and operation.
- Platinum certification under the U.S. Green Building Council’s LEED Core & Shell rating system (LEED -code for the best practices, materials, and systems in green buildings.
Layouts are classified into basic and hybrid layouts. The hybrid layouts are a combination of different basic layouts. Basic layouts include: process layout, product layout, and fixed layout. There are different kinds of hybrid layouts and which are named differently by different authors. The focus of this report are the designs mentioned by Kumar & Suresh, 2008 and Russel & Taylor, 2011.
Process Layout
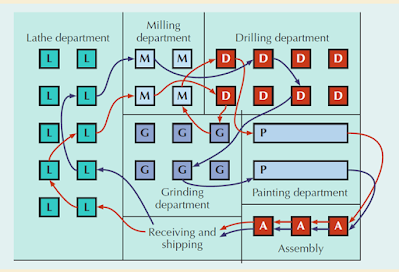
Process layout is also known as functional layouts. It groups similar activities together in departments or work centers according to the process or function they perform. An example is in a machine shop where all drills would be located in one work center, lathes in another work center, and milling machines in still another work center. The layout is mostly applicable for batch production and in job shop production. Presented in the figure below is an example of the process layout.

Advantages
The advantage of process layout is summarized in terms of its flexibility. Below are the specifics:
- Machines are better utilized and fewer machines are required.
- Flexibility of equipment and personnel is possible
- Lower investment on account of comparatively less number of machines and lower cost of general purpose machines.
- Higher utilization of production facilities.
- High degree of flexibility on work distribution to machineries and workers.
- The diversity of tasks and variety of job makes the job challenging and interesting.
- Supervisors will become highly knowledgeable about the functions under their department.
Limitations:
The process layout is considered inefficient which is specifically mentioned in the following points:
- Backtracking and long movements may occur in the handling of materials thus, reducing material handling efficiency.
- Material handling cannot be mechanized which adds to cost.
- Process time is prolonged which reduce the inventory turnover and increases the in-process inventory.
- Lowered productivity due to number of set-ups.
- Throughput (time gap between in and out in the process) time is longer.
- Space and capital are tied up by work-in-process.
Product Layout
Product layout, better known as assembly lines, arranges activities in a line according to the sequence of operations that need to be performed to assemble a particular product. Each product has its own “line” specifically designed to meet its requirements. The design is applied for mass production or repetitive operations in which demand is stable and volume is high. Figure below presents a typical design of product assembly line

Advantages
Opposite to the process layout, the product layout speaks of efficiency as its advantage as defined in the following points:
- The flow of product will be smooth and logical in flow lines.
- In-process inventory is less.
- Throughput time is less.
- Minimum material handling cost.
- Simplified production, planning and control systems are possible.
- Less space is occupied by work transit and for temporary storage.
- Reduced material handling cost due to mechanized handling systems and straight flow.
- Perfect line balancing which eliminates bottlenecks and idle capacity.
- Manufacturing cycle is short due to uninterrupted flow of materials.
- Unskilled workers can learn and manage the production.
Limitations
The limitation for product lines is its in-flexibility as explained in the following points:
- A breakdown of one machine in a product line may cause stoppages of machines in the downstream of the line.
- A change in product design may require major alterations in the layout.
- The line output is decided by the bottleneck machine.
- Comparatively high investment in equipment's is required.
Fixed-Position Layout
In fixed-position layout the product remains stationary for the entire manufacturing cycle. Equipment, workers, materials, and other resources are brought to the production site. This layout is typical of projects in which the product produced is too fragile, bulky, or heavy to move. Examples: Ships, houses, and aircrafts. For MSMEs producing farm machineries and equipment this layout is highky recommended

Advantages
- Helps in job enlargement and upgrades the skills of the operators.
- The workers identify themselves with a product in which they take interest and pride in doing the job.
- Greater flexibility with this type of layout.
- Layout capital investment is lower.
Combination or Hybrid Layout
Hybrid layout is a either an improved basic layout or a combination of the process and product layout which also combines the advantages of both layouts. There are several hybrid layouts mentioned in different sources. The following are the common ones:
- Cellular Layout (Group Technology) – processes are still grouped in a cell but arranged along the process flow of the product line still resembling as a product layout as shown in the figure below.

- Mixed-Model Assembly Line- Improved assembly lines to process more than one type of product; the time needed to change over the line to produce different models is reduced; workers are trained to perform a variety of tasks and allowed them to work at more than one workstation on the line, as needed; they changed the way in which the line was arranged and scheduled.
- Flexible Manufacturing System (FMS)- Improved assembly lines to process more than one type of product. The system is highly automated in which the machines adopt or changes quickly as needed by the product design on queue. Produces enormous quantity of product and variety of items.

\
References
Gonchar, J. (2010). Case Study: Bank of America Tower. Retrieved from http://www.greensource.construction.com.
Kumar, A. S. & Suresh, N. (2008). Production and Operations Management 2nd edition. New Delhi: New Age International (P) Ltd.
Russell, R. S. & Taylor, B. T III. (2011). Operations Management 7th edition. New Jersey, USA: John Wiley & Sons Inc.
